单齿破碎机主轴位的补焊工艺

烧结单齿辊破碎机堆焊修复方案 - 百度文库
所以合理 的单齿辊破碎机的修复方法就至关重要了。. 破碎机由 5 列交错的辊齿组成,每列 3 个,共 15 个辊齿;辊齿基体材料为 ZG270-500,辊 齿焊接在主轴上。. 考虑到辊轴本 2017年3月13日 烧结单齿辊堆焊工艺流程分为4步:焊前准备、焊机选用、焊材选择、堆焊工艺及参数、焊后保温。 一、修复前准备. 清理油污、尘泥、裂碎块、铁锈。 检测主要 烧结单齿辊堆焊修复步骤及方法 - 百度经验烧结机单齿辊的修复工艺流程. 1 )修复前的准备. 首先,应拆除两侧轴承座,检查轴承及其密封件,视具体情况进行清洗或更换。单齿辊堆焊工艺方法是什么?怎么操作? - 百度知道

单齿破碎机主轴位的补焊工艺
1.焊前预热焊前焊件需进行整体预热,预热温度单齿辊破碎机除辊轴耐磨层基本上属于正常磨粒磨损失效外,磨损较严重的齿冠刃部、篦板刃部容易发生疲劳剥落,齿冠和辊轴相连接的部 补焊工艺本身容易使轴表面局部产生热应力,造成断轴的隐患,而且需要花费较大的人力和时间对设备进行拆卸、运输和安装,修复时间较长,综合修复成本高;电刷镀的方式只适 三大经典案例解读破碎机轴磨损产生的原因及修复 ...2017年3月15日 单齿辊破碎机是烧结生产中的关键设备之一,肩负着烧结饼的破碎任务。 一、焊前准备 为了保证良好的堆焊修复效果,应当进行下列焊前准备工作。单齿辊破碎机堆焊工艺流程 - 百度经验

单齿破碎机主轴位的补焊工艺-矿山破碎设备网
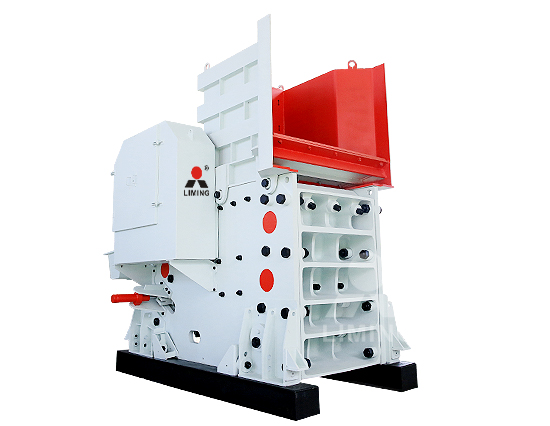
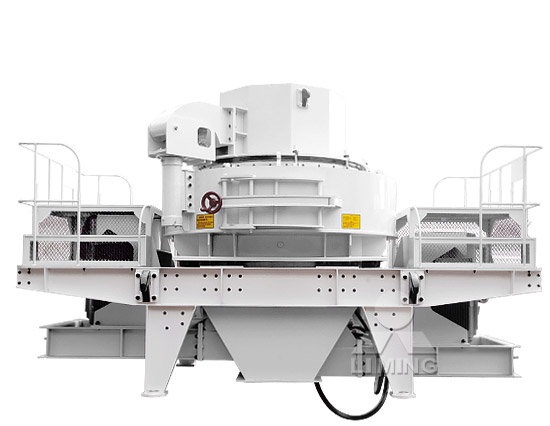
单齿破碎机主轴位的补焊工艺 成果简介 技术简介: 一种属于金属冶炼行业的前段原料处理领域,用于破碎烧结矿饼的新型单齿辊破碎机齿辊和蓖条,其齿辊是由5~14破碎齿环镶嵌 如图1所示,这台破碎机由5列交错的辊齿组成,每列3 个,共15个辊齿;辊齿基体材料为ZG270-500,辊齿焊接 在主轴上。. 考虑到辊轴本身质量大、价值高,更换的成本很 浅谈单齿辊破碎机的修复 - 百度文库单齿辊破碎机耐磨堆焊工艺. 铸铁齿辊含碳量高, 焊后易出现硬脆的高碳马氏体, 淬硬倾向和裂纹敏感倾向大, 焊接性差, 从而应注意防止裂纹的产生。为此, 焊前焊件需进行整体预热, 单齿辊破碎机耐磨堆焊工艺 - 百度文库

单辊破碎机耐热耐磨层堆焊工艺 - 知乎
破碎机齿辊是烧结热矿破碎机的主要部件,由破碎机星轮、蓖条、主轴等组成。. 因其破碎物料为炽热的烧结矿,工作温度高 (800℃以上),同时承受较大的热负荷和冲击载荷,受力